| Type I |
MIL-A-8625 Type I, Cl.1/2 |
Chromic acid |
0.00002–0.0001″
(0.5–2.5 µm) |
Negligible
(~0.00001–0.00005″) |
Gray to dark gray, iridescent |
Fatigue-critical parts; faying / lap joints & weldments where sulfuric could be trapped; paint & adhesive base. Minimal dimensional change. |
| Type IB |
MIL-A-8625 Type IB, Cl.1/2 |
Low-voltage chromic acid (22 V) |
0.00002–0.0001″ |
Negligible
(~0.00001–0.00005″) |
Gray |
Direct low-voltage alternative to Type I. |
| Type IC |
MIL-A-8625 Type IC, Cl.1/2 |
Non-chromic acid |
~0.0001–0.0002″ |
Negligible
(~0.00005–0.0001″) |
Light gray |
Chromate-free replacement for Type I / IB (hex-chrome elimination). |
| Type II |
MIL-A-8625 Type II, Cl.1/2 |
Sulfuric acid (conventional) |
0.0001–0.001″
(Cl.1 min ~1.8 µm) |
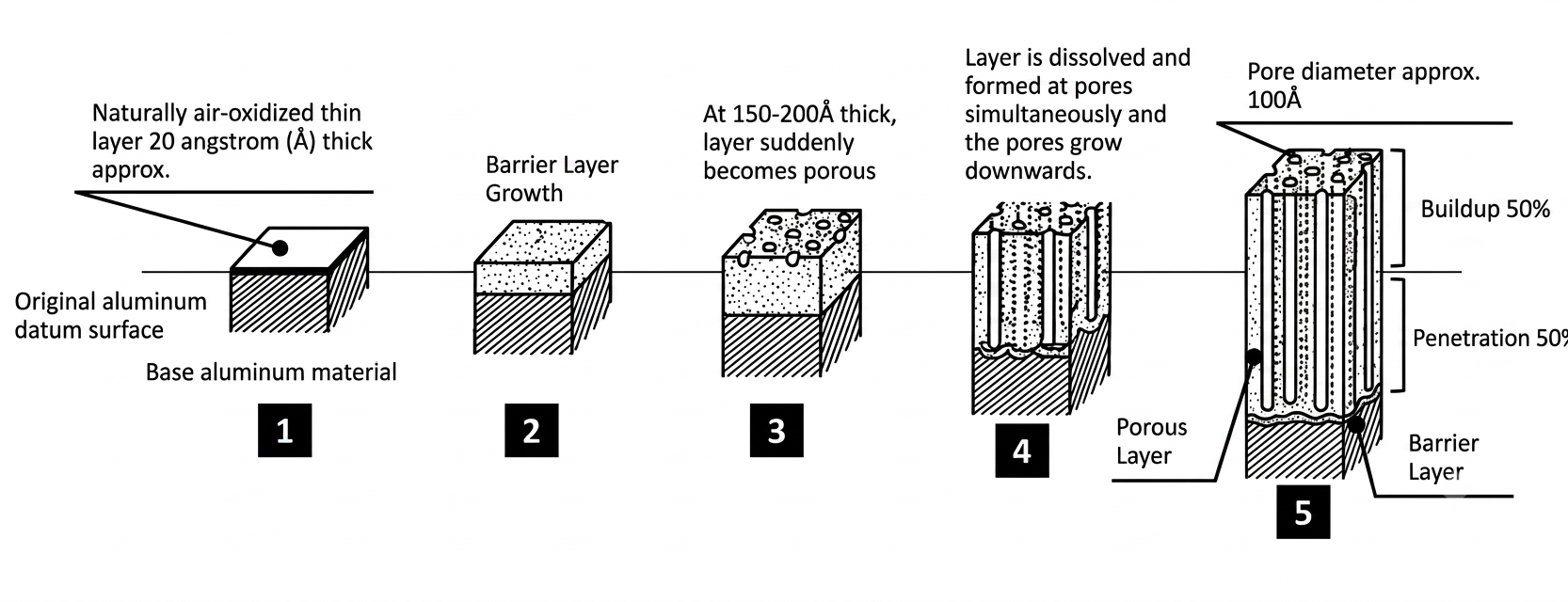
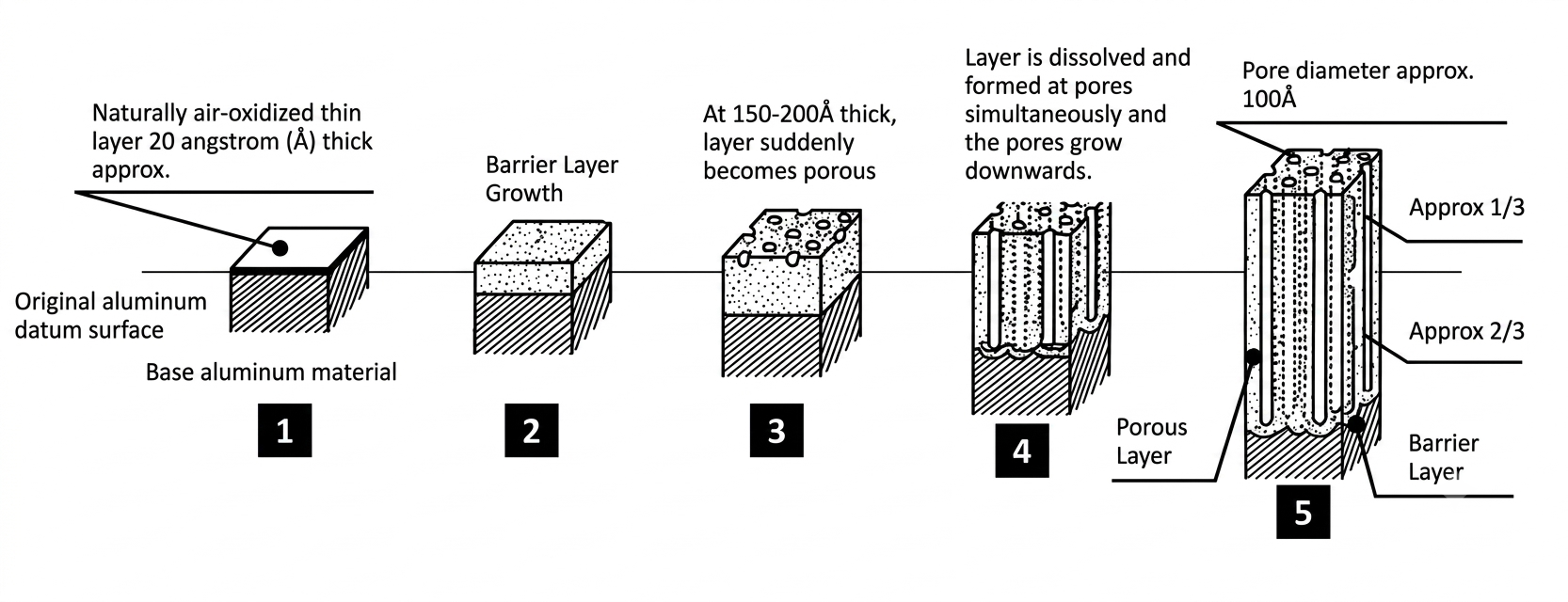
Negligible on machined features
(~0.00003–0.0003″, ~1/3 of coating) |
Clear / silvery to light gray; readily accepts dye |
General corrosion protection, decorative dyeing, and paint base. Negligible dimensional change on machined features. |
| Type IIB |
MIL-A-8625 Type IIB, Cl.1/2 |
Thin sulfuric acid |
0.00005–0.0004″
(1.5–10 µm) |
Negligible
(~0.00002–0.00015″) |
Light gray |
Thin, chromate-free alternative to Type I / IB where a sulfuric process is acceptable. |
Type III
flash hardcoat |
MIL-A-8625 Type III, Cl.1/2 |
Sulfuric acid (hard anodize), shorter cycle |
0.0003–0.0005″ per surface |
0.00015–0.00025″ |
Light gray to light bronze |
Hardcoat hardness & wear resistance where a thin coating and tight tolerances are needed. Modest dimensional buildup. |
Type III
full hardcoat |
MIL-A-8625 Type III, Cl.1/2 |
Sulfuric acid (hard anodize), full cycle |
0.0005–0.0045″;
0.002″ (50 µm) typical |
0.00025–0.00225″;
0.001″ typical |
Gray-bronze to dark brown / black; darkens with thickness & alloy |
Maximum wear / abrasion resistance, electrical insulation, hydraulics, pistons, gears, bearings. Largest dimensional buildup — see calculators below. |